製品に関する情報を中心に、
アプリケーションやユーザー事例などを掲載
製品紹介
-
製品紹介
NEWニアアイディスプレイ評価
ニアアイディスプレイは画面から数センチの距離で視聴するという極めて特殊なデバイス。そのニアアイディスプレイをより正しく評価するためのAR/VRレンズをご紹介します。
-
製品紹介
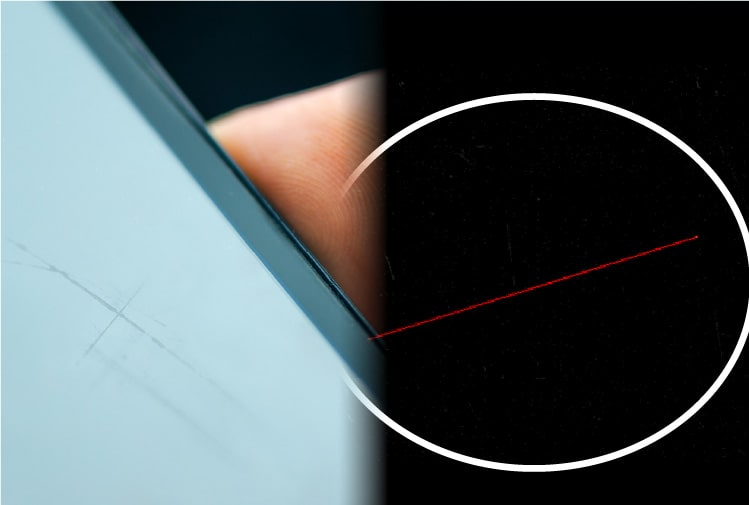
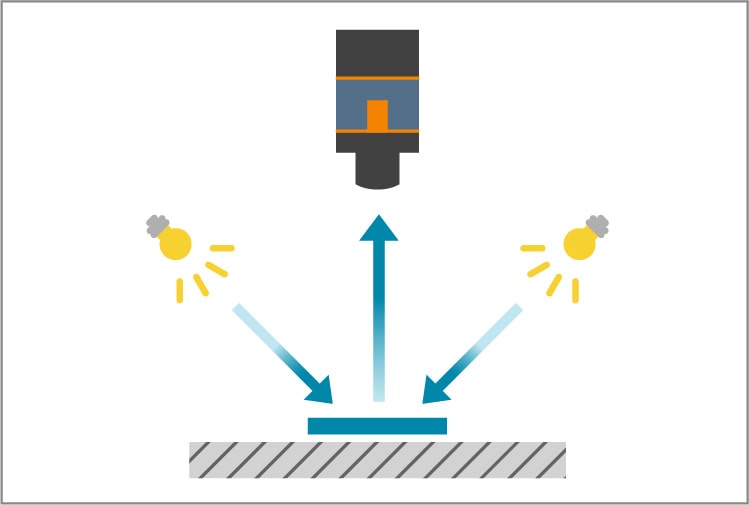
NEWマシンビジョンカメラと外観検査用イメージング輝度計の違い
外観検査用で極めて小さなキズや打痕や汚れなどマシンビジョンカメラで検出できない課題を解決に導く方法をご紹介します。
-
製品紹介
NEWイメージング輝度計を活用した外観検査システム
お客様のご要望に応じて、カメラ、最適照明系による高品質画像取得のご提案に加え、コニカミノルタAI技術を連携したパッケージを提供しています。
-
製品紹介
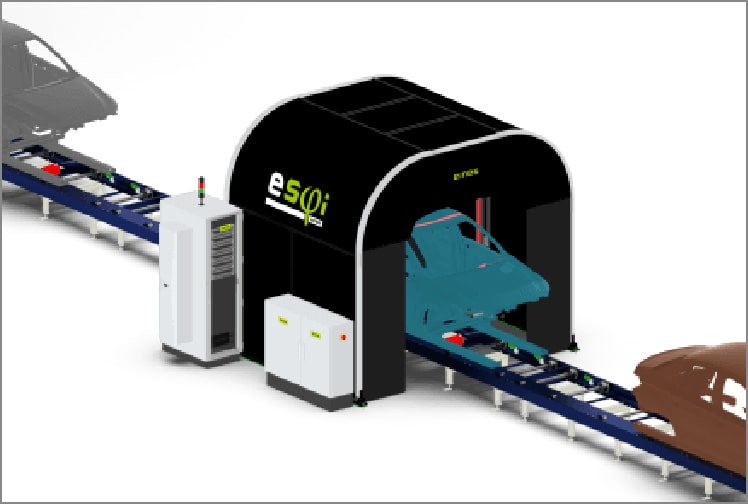
自動車ボディの塗装品質検査をインラインで生産効率向上
熟練検査員によって行われている塗装欠陥検査のインライン全数自動検査化を実現。複数の欧米自動車会社様への導入実績がある、トンネル型 塗装欠陥検査システム「esφi(エスフィー)」をご紹介します。
-

製品紹介
すき間・段差検査システムで生産プロセスと品質を向上
車体のすき間・段差検査の多点測定や検査自動化といったお客様のニーズと共に開発された、トンネル型 すき間・段差検査システム「eiφis(エイフィス)」をご紹介します。
-

製品紹介
自動車部品の複数検査がオールインワンで実現
多種多様な検査内容がある自動車部品の検査をオールインワンで解決できる、自動車部品複合検査システム「EOL-MEP(イーオーエルメップ)」をドアパネル検査を例にご紹介します。
-

製品紹介
ハイパースペクトルカメラ 「Specim」
測定場所を選ばないモバイルタイプの「Specim IQ」と、可視域~近赤外域まで広い波長範囲を高速測定、主にインラインで活用される「Specim FXシリーズ」をご紹介します。
-
製品紹介
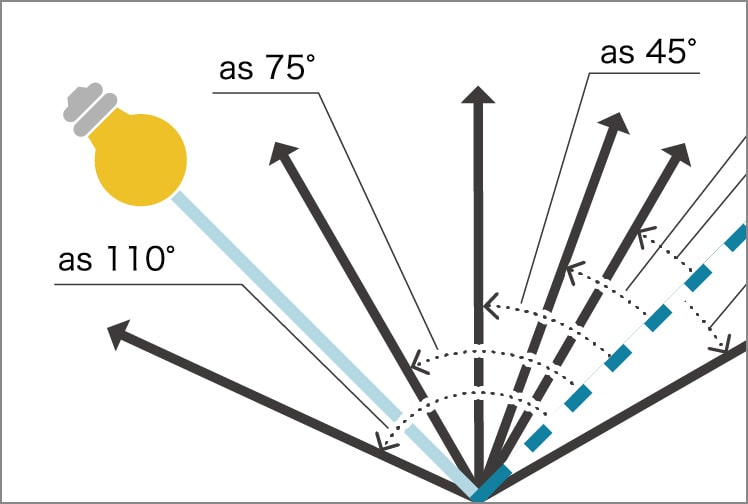
測定角度が増えて検知力が向上したCM-M6
複数角度での色管理が求められている自動車外装塗装において、CM-512m3Aで課題だったことをCM-M6で解決。どのように解決したのか詳しく解説いたします。
-

製品紹介
自由曲面の測定が容易になったCM-M6
これまでCM-512m3Aでは測定困難とされてきた自動車のドアハンドルやサイドモールといった自動車外装形状の測定もCM-M6で解決。どのように解決したのか詳しく解説いたします。
-

製品紹介
CM-26dGで色と光沢を同時測定
分光測色計CM-2600d/CM-2500dの後継機種として誕生した「CM-26dG」。色と光沢を同時に測定する本測定器の「進化」をご紹介します。
-

製品紹介
圧倒的な測定スピードをCM-26dGで実現
測定スピードが短縮されたことで、生産性を上げることができる分光測色計CM-26dG。具体的にどのくらいスピードアップしたのかをご紹介します。
-

製品紹介
CM-26dGでピアノブラックを高精度に測る
ポータブル測色計最高レベルの繰返し性でピアノブラックを高精度に測れる分光測色計「CM-26dG」をご紹介します。
-

製品紹介
CM-26dGとCM-2600dを比較
分光測色計CM-2600dと後継機種の分光測色計CM-26dGの主な仕様、その他アフターサービス(一部)のランニングコストの差をご紹介します。
-

製品紹介
長期的に信頼できる測定データを確保
医薬・化粧品業界向け②分光測色計CM-5において、長期的に信頼できる測定データを確保するためのコニカミノルタの取り組みをご紹介します。
-

製品紹介
作業の効率化
医薬・化粧品業界向け③錠剤/液体/ペースト/粉体等あらゆる形状の試料を1台で完結できる分光測色計CM-5。本測定器の「かんたん操作」についてご紹介します。
-

製品紹介
CA-410とCA-310を比較
ディスプレイカラーアナライザー「CA-310」と「CA-410」を測定精度、ガンマ測定速度、利便性の視点で比較した動画をご覧いただけます。
-

製品紹介
高速分光測光器 CAS140シリーズの迷光補正機能
分光器の内部で発生するノイズ成分である「迷光」。この迷光の改善を可能にする、高速分光測光器 CAS140シリーズの新しいオプション「迷光補正機能」をご紹介します。
-

製品紹介
ProMetric専用ソフトウェアだから実現できること
複数の文字やアイコンの一括評価や導光棒やライトガイド等、曲面・曲線の発光物の輝度・色度評価を簡単にできる、イメージング色彩輝度計ProMetricシリーズ専用ソフトウェアの便利な機能をご紹介します。
-
製品紹介
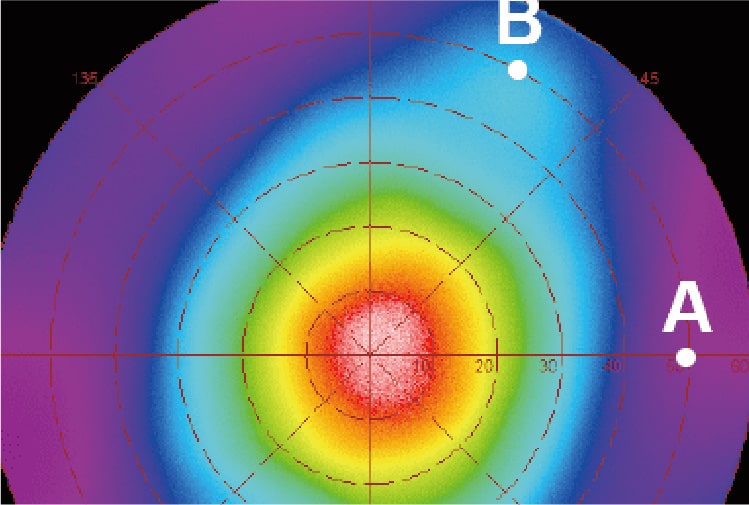
視野角特性評価もできるディスプレイ画質評価装置
ディスプレイの画質に影響する視野角特性評価をProMetricを使えば、輝度・色度の2次元測定はもちろん、専用レンズを付け替えることで視野角特性評価も可能にする「Two-in-One」のディスプレイ画質評価装置をご紹介します。
アプリケーション
-

アプリケーション
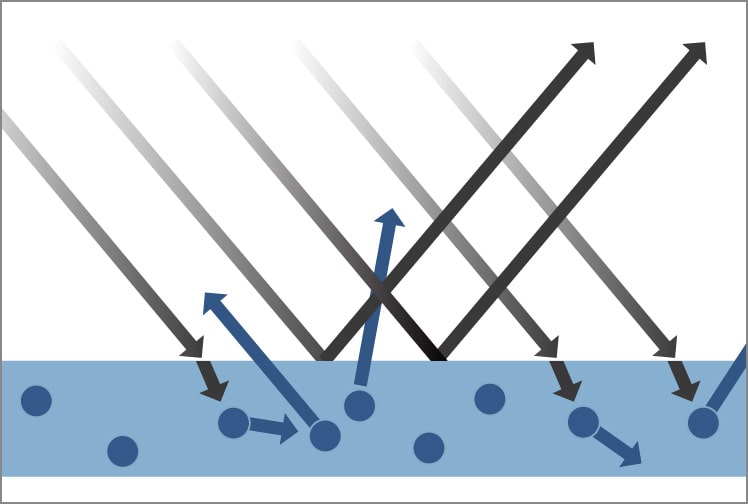
NEWハイパースペクトルカメラによる綿花の水分測定
コットンパッドにおける水分含有量の変化と乾燥過程を対象に、ハイパースペクトルイメージングによりモニタリングした結果をご紹介します。
-

アプリケーション
NEWハイパースペクトルカメラによる接着剤の検出
異なる波長帯域のハイパースペクトルカメラを用いて、接着剤の検出性能を比較した事例をご紹介します。
-

アプリケーション
NEWハイパースペクトルカメラによる金属および布上の油の検出
金属および布地に塗布された3種類の潤滑油(Weldlite、Würth、Pentisol)について、各ハイパースペクトルカメラによる検出性能を比較した結果をご紹介します。
-
アプリケーション
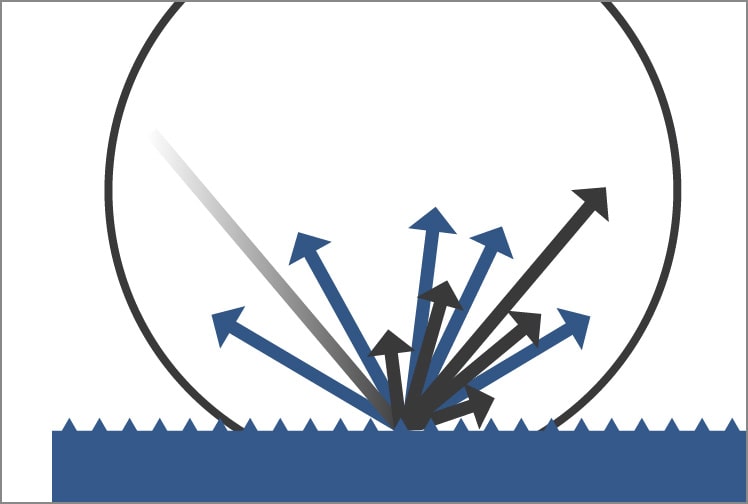
NEWハイパースペクトルカメラによる薄膜厚さ検査
ハイパースペクトルカメラを用いて、厚みの異なるポリマー薄膜サンプルを測定した結果とその活用メリットをご紹介します。
-
アプリケーション
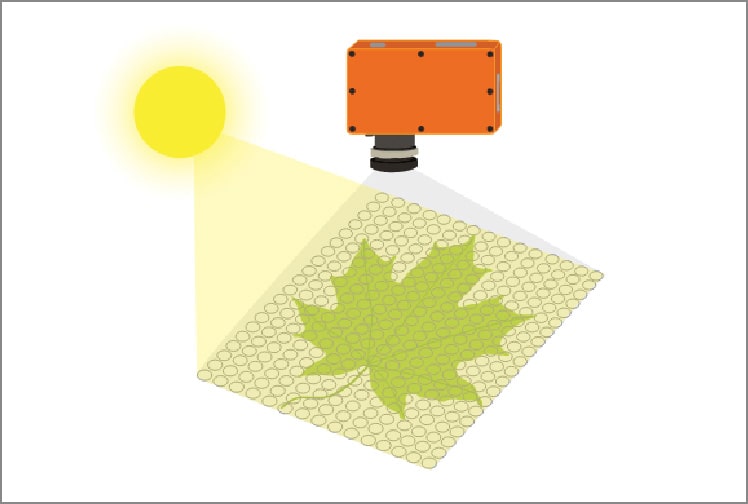
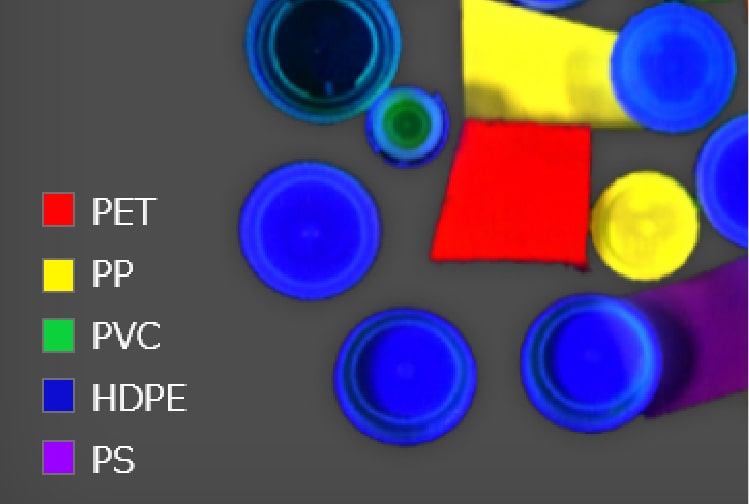
ハイパースペクトルカメラで出来ること
目視やRGBカメラでは外見上、同じように見える物質であっても、ハイパースペクトルカメラを活用すると化学物質が違うことを明確にすることができます。2つのカメラによる見え方の違いをご覧ください。
-
アプリケーション
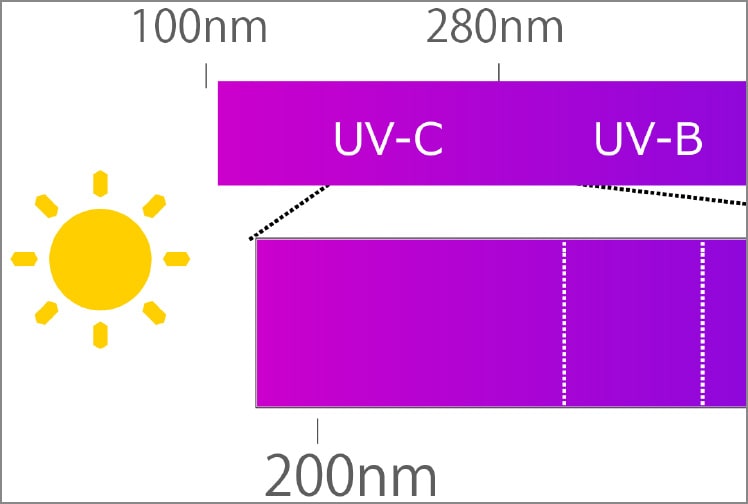
UV-C域の光源の評価
ポリクロ分光器でUV-C光源を正しく評価するためには、ノイズをどれだけ抑えられるか?が大切です。微弱な不要光を検出し、正確なUV測定をする方法をご紹介します。
-
アプリケーション
ハイパワーUV光源の評価
UV照射光のピーク先端からベースラインまで、欲しい情報を正確に把握するには、本格的な分光測光器を使用することが大切です。ハイパワーUV光源を精度良く測るための「合わせ技」とは何か?詳しく解説いたします。
-
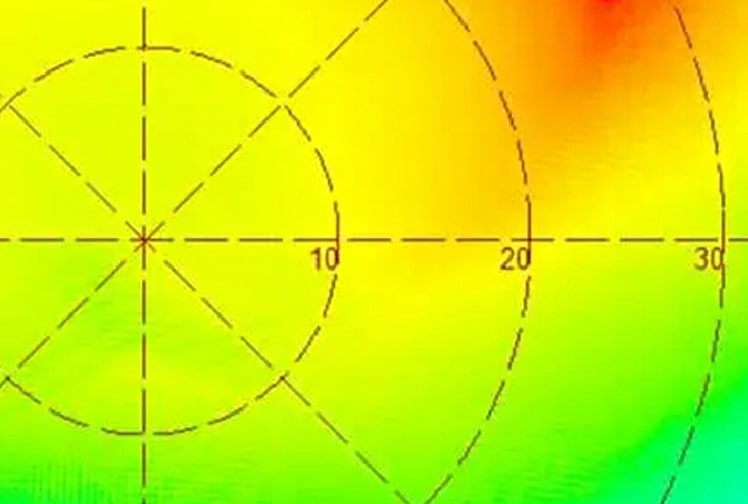
アプリケーション
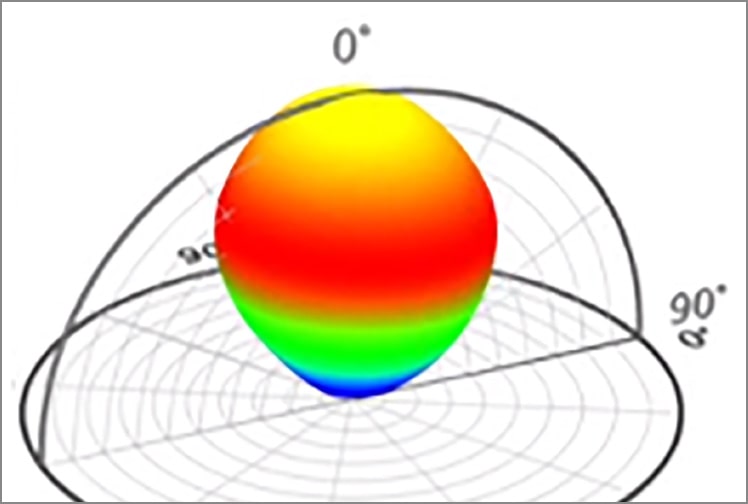
配光特性が手軽に素早く測れます
大掛かりな装置や暗室が必要になるため “先送り” になりがちな配光特性評価も「ゴニオフォトメーターLEDGON100」で解決。手軽にしかも机上で配光測定を実現する理由をご覧いただけます。
-
アプリケーション
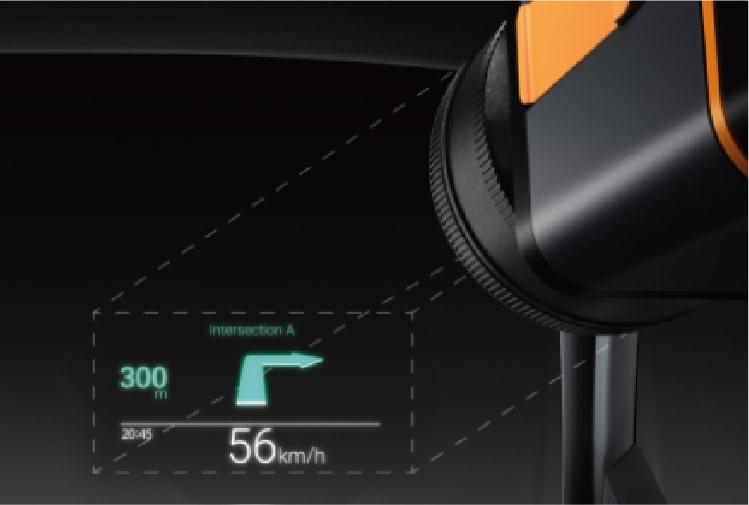
ヘッドアップディスプレイの光学評価システム
ヘッドアップディスプレイ(HUD)の光学評価に関する規格「SAE J1757-2」に準拠した評価システムを車載部品関連のお客様向けにコニカミノルタがご提案いたします。