原理/知識
画像検査とは?
仕組みや種類、AI活用から分光技術による高度検査まで解説
製造現場では、品質基準の高度化や人手不足を背景に、「目視検査のばらつきをなくしたい」「検査精度を向上させたい」「検査工程を効率化したい」といった課題を抱える企業が増えています。しかし、検査員の経験や熟練度に依存する目視検査では、品質を安定して維持し続けることが難しいケースも少なくありません。
そこで注目されているのが、カメラや画像処理技術を活用して製品の状態を自動で判定する「画像検査」です。
この記事では、画像検査の仕組みや種類、AI技術を活用した最新の検査手法について分かりやすく解説します。画像検査の導入メリットや選定時のポイントもご紹介しますので、自社の品質管理や検査工程の改善を検討している方はぜひ参考にしてください。
画像検査を適切に導入することで検査品質の均一化だけでなく、生産性向上や省人化の実現にもつなげることができます。
画像検査とは?製造業における基本概念と目的
画像検査は、製造現場における品質管理を支える重要な技術です。近年は品質基準の高度化に加え、人手不足や生産性向上への要求が高まっており、検査工程の自動化や効率化への関心も高まっています。
画像検査を活用することで、従来は人の目に頼っていた検査を自動化し、品質の安定化や検査業務の省力化を実現できます。ここでは、画像検査の基本的な仕組みと、製造現場で導入が進んでいる理由について解説します。
| 比較項目 | 目視検査 | 画像検査 |
|---|---|---|
| 判定基準 | 人の経験や感覚に依存する | 設定された数値やアルゴリズムに基づく |
| 検査速度 | 人の作業スピードに限界がある | 高速な生産ラインにも対応可能 |
| 疲労の影響 | 長時間作業による見逃しが発生しやすい | 疲労による精度低下がない |
| 記録の保存 | 手書きや手入力の手間がかかる | 画像や判定結果を自動で保存できる |
画像検査の定義と仕組み
画像検査とは、産業用カメラや各種センサーで製品を撮影し、その画像データを解析することで良品・不良品を自動判定する技術です。人間の目の代わりにカメラが対象物を捉え、人間の脳の代わりにソフトウェアが判定を行います。
撮影された画像は、明るさや色、形状などの情報を持つデジタルデータとして処理されます。そして、あらかじめ設定した基準値や条件と比較しながら、製品の状態を瞬時に判定します。大量の製品が流れる生産ラインでもリアルタイムに検査できることが大きな特長です。
また、判定結果や撮影画像を記録として保存できるため、不良品が発生した際の原因分析やトレーサビリティの確保にも役立ちます。単に不良品を検出するだけでなく、製造工程全体の改善につながる点も画像検査の大きなメリットです。
目視検査との違いと自動化の背景
従来の製造現場では、検査員が製品を目で確認する目視検査が広く行われてきました。目視検査は、複雑な形状や予期しない変化にも柔軟に対応できるというメリットがあります。
しかしその一方で、検査員の経験や熟練度、体調、疲労などによって判定にばらつきが生じるという課題があります。また、長時間の検査作業による見逃しや判断ミスも避けることができません。
さらに近年は、少子高齢化による人手不足の影響で、熟練検査員の確保や育成が難しくなっています。品質を維持しながら生産量を確保するためには、人の感覚に依存しない安定した検査体制の構築が求められています。

こうした背景から、客観的かつ一定の基準で判定できる画像検査の導入が進んでいます。画像検査によって検査業務を自動化することで品質の均一化だけでなく、省人化や生産性向上にもつなげることが可能です。
画像検査システムの基本構成
画像検査システムは、カメラ/レンズ、照明、画像処理ソフトウェアを中心に構成されており、それぞれが連携することで高精度な自動検査を実現します。高精度な検査を実現するためには、それぞれの役割を理解し、検査対象や目的に応じて最適な組み合わせを選定することが重要です。
ここでは、画像検査システムを構成する代表的な要素とその役割について解説します。
| 構成要素 | 主な役割 | 選定時のポイント |
|---|---|---|
| カメラ/レンズ | 対象物を撮影し、画像データとして取り込む | 検査対象サイズや搬送速度、必要な解像度に合わせて選定する |
| 照明 | 対象物の特徴や欠陥を見やすくする | 光の種類や照射角度を調整し検査目的に適した環境を構築する |
| 画像処理ソフトウェア | 画像データを解析し、良品/不良品を自動判定する | 処理速度や操作性、必要な検査機能を考慮して選定する |
カメラとレンズ
カメラとレンズは、人間の目に相当する非常に重要なパーツです。対象物をどれだけ正確に捉えられるかが、その後の検査精度を大きく左右します。一般的には、高画質なカラーカメラや、処理速度に優れたモノクロカメラなど、用途に応じて選定されます。
検査対象のサイズや搬送スピードに応じて、適したカメラの仕様は異なります。例えば、高速ラインではブレを防ぐ高速シャッターが求められ、微細なキズ検出には高解像度センサーと高性能レンズの組み合わせが必要です。こうした基本設計の最適化が、安定した検査の前提となります。
一方で、一般的なカメラで取得できる情報は、主にRGB(赤・緑・青)の3色情報に限られます。そのため、見た目が似ている製品同士の微妙な違いや、材料の違いによる品質差を判別するには限界がある場合もあります。
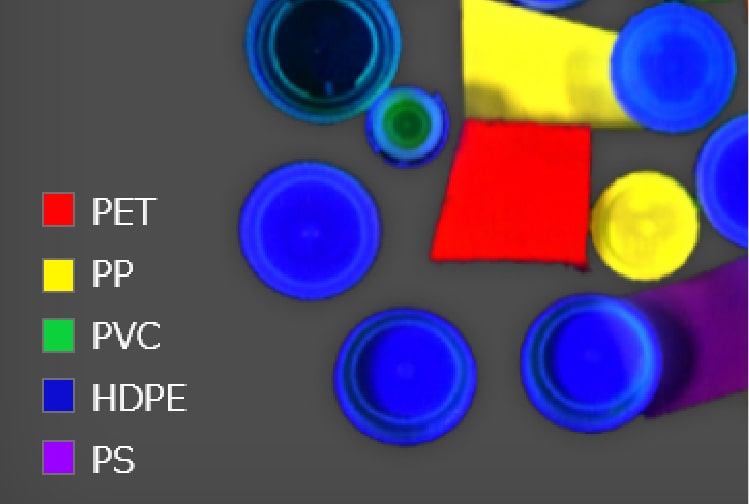
この課題に対しては、光の波長ごとの情報を取得する分光・ハイパースペクトル技術の活用が有効です。これにより、人の目では識別できない色差や成分の違い、微細な劣化などを可視化することが可能になります。例えば、異物混入の検出や、塗装ムラ・コーティング品質の評価など、従来の画像処理では難しかった検査領域に対応できます。
コニカミノルタではSpecim社のハイパースペクトルカメラを取り扱っており、ハイパースペクトルカメラによって実現できる具体的な検査内容については、以下のページで解説しています。
照明の重要性
画像検査において、照明はカメラ以上に結果を左右すると言われるほど重要な役割を持っています。どれほど高性能なカメラを使っても、対象物が暗かったり光の反射が強すぎたりすると、正確な画像を撮影することはできません。キズや汚れといった見つけたい特徴を、くっきりと浮かび上がらせる光の当て方が求められます。
照明の当て方にはいくつかの種類があり、リング状の照明で全体を均一に照らす方法や、斜めから光を当てて表面の凹凸を影として強調する方法などが代表的です。また、金属の光沢を抑えるための特殊な照明や、特定のインクだけを反応させる紫外線照明など、製品の材質や検査目的に応じた工夫も行われます。
さらに近年では、単に対象物を明るく照らすだけでなく、光の方向や波長、反射の制御によって検査精度を向上させるアプローチも重要視されています。
一方で、どれだけ最適な照明を選定しても、外光の影響や照明条件の変化によって検査結果が変動することがあります。そのため、検査エリアをカバーで覆うなど、常に一定の光環境を維持できる仕組みづくりも重要です。
このように画像検査では、カメラ性能だけでなく照明環境の最適化が検査精度を左右する重要な要素となります。
画像処理ソフトウェア
画像処理ソフトウェアは、撮影した画像データを解析し、良品・不良品の判定を行うシステムです。画像検査においては人間の脳にあたる役割を担い、取得した画像情報を数値化して基準値と比較します。エッジの抽出や色の識別、形状の比較など、さまざまな画像処理アルゴリズムを活用して製品の状態を判定します。
ソフトウェアでは、検査対象とする範囲や判定基準となる数値を細かく設定します。適切な条件を設定することで、良品を不良品と誤判定する「過検出」や、不良品を見逃す「未検出」の発生を抑えることができます。
近年は、専門的なプログラミング知識がなくても操作できる製品が増えており、現場担当者が直感的に設定や調整を行えるようになっています。そのため、処理性能だけでなく、操作性や設定のしやすさもシステム選定時の重要なポイントです。
画像検査で実施できる主な検査の種類
画像検査は、製品の外観確認だけでなく、寸法測定や印字確認、色の判定などさまざまな用途で活用されています。検査対象や品質課題によって適した手法は異なるため、どのような検査に対応できるのかを理解しておくことが重要です。
ここでは、製造現場で広く利用されている代表的な画像検査の種類についてご紹介します。
| 検査の種類 | 具体的な検査内容 | よく利用される業界の例 |
|---|---|---|
| 外観検査 | 表面のキズ、汚れ、異物混入、欠けなどの検出 | 自動車部品、電子デバイス、樹脂成形品 |
| 寸法/位置検査 | 長さや幅の計測、部品の配置位置や角度の確認 | 精密機械、半導体、金属加工部品 |
| 文字/印字検査 | 賞味期限やロット番号の読み取り、印字の欠けの確認 | 食品パッケージ、医薬品、化粧品 |
| 色彩検査 | 製品の色合いや色ムラの判定、正しい色の組み合わせの確認 | 自動車外観/内装、医薬/化粧品、食品 |
外観検査
外観検査は、製品表面のキズや汚れ、異物の付着、欠けなどを検出する検査です。画像検査の中でも特に導入事例が多く、自動車部品や電子機器、樹脂成形品など幅広い業界で活用されています。
人の目では見落としてしまうような微細な欠陥も、高解像度カメラや画像処理技術を活用することで検出できる可能性が高まります。例えば、スマートフォン筐体の細かな擦りキズや、金属加工部品に発生するバリなどの検出に利用されています。
製品の外観品質は顧客満足度や企業ブランドにも直結するため、安定した品質を維持することが重要です。そのため外観検査では、正常な状態との差異を正確に捉えられるよう、照明環境を最適化し、欠陥部分を明確に浮かび上がらせる工夫が求められます。
寸法検査/位置検査
寸法検査・位置検査は、製品が設計図面どおりのサイズで製造されているか、また部品が正しい位置に取り付けられているかを確認する検査です。画像上で長さや幅を測定したり、基準点からの距離や角度を算出したりすることで判定を行います。
従来はノギスやマイクロメーターを用いた手作業による測定が一般的でしたが、測定に時間がかかる上、作業者によって結果にばらつきが生じることもありました。画像検査を活用することで、対象物に触れることなく短時間で高精度な測定が可能になります。
そのため、自動車部品や電子基板、精密機械部品など、高い寸法精度が求められる製造工程で広く活用されています。
また、ロボットアームと連携し、部品の位置情報をリアルタイムで伝達する用途にも利用されています。これにより、部品のピッキングや組み立て工程の自動化をより効率的に進めることができます。
色彩検査と分光技術の活用
色彩検査は、製品の色が基準と一致しているか、色ムラや色ズレが発生していないかを判定する検査です。印刷物や塗装製品、樹脂成形品など、色の品質が重要な製品で広く活用されています。
一般的な画像検査ではRGB(赤・緑・青)の色情報を利用して判定を行いますが、微妙な色差や材料の違いを識別するには限界があります。
そのため近年では、光の波長ごとの情報を取得する分光技術やハイパースペクトル技術を活用し、人の目では判別しにくい色差や材質の違いを検出するケースも増えています。これにより、塗装品質の評価やコーティングの有無判定、異物検出など、従来の画像処理では難しかった検査にも対応可能です。
また、測色計を活用することで色を客観的な数値として管理できるため、品質基準の標準化や検査結果のデータ活用にもつながります。
測色計で色を数値化した例やハイパースペクトルカメラによって実現できる具体的な検査内容については以下をご参照ください。
> ハイパースペクトルカメラで出来ること
AIを活用した画像検査の進化と特徴
近年、ディープラーニングをはじめとするAI技術の発展により、画像検査の精度や適用範囲は大きく広がっています。従来はルール化が難しく、自動化が困難だった検査にも対応できるようになり、製造現場での導入が急速に進んでいます。
ただし、すべての検査にAIが適しているわけではありません。検査内容によっては従来型の画像検査の方が効果的な場合もあるため、それぞれの特徴を理解し、適切に使い分けることが重要です。

| 比較項目 | 従来型(ルールベース)画像検査 | AI画像検査 |
|---|---|---|
| 判定の仕組み | 人が設定した数値や条件に基づいて判定 | 大量の画像データから特徴を学習して判定 |
| 得意な領域 | 寸法測定や定型的なキズ/文字の検査 | 形状や外観にばらつきがある欠陥の検査 |
| 導入準備 | 検査条件やパラメータの設定が必要 | 学習用の画像データ収集/学習が必要 |
| 環境変化への対応 | 照明や位置ズレの影響を受けやすい | ある程度のばらつきや環境変化にも対応しやすい |
従来型のルールベース画像検査の限界
従来の画像検査は、あらかじめ設定したルールに基づいて判定を行う「ルールベース方式」が主流です。例えば、「キズの面積が一定以上なら不良」「指定位置に印字がなければ不良」といった明確な基準を設定し、その条件に沿って判定を行います。
この方式は、寸法測定や文字検査など判定基準を数値化しやすい検査において高い精度を発揮します。一方で、製品ごとの個体差が大きい場合や、欠陥の形状が一定でない場合には対応が難しくなります。
例えば、食品や布製品のように外観にばらつきがある製品では、良品と不良品の境界を明確な数値で定義することが困難です。また、木目やヘアライン加工のような複雑な模様の中からキズだけを検出することも容易ではありません。
さらに、照明条件や製品位置がわずかに変化しただけでも判定結果に影響を与えることがあり、現場では定期的な再調整が必要になるケースもあります。
ディープラーニングを用いたAI画像検査の特徴
AI画像検査では、人間の脳の働きを模したディープラーニング技術を活用します。従来のように細かなルールを設定するのではなく、大量の画像データを学習させることで、AIが良品と不良品の特徴を自動的に学習します。
そのため、人が数値化しにくい曖昧な欠陥や、形状にばらつきのある製品の検査にも対応しやすいという特長があります。熟練検査員が経験や感覚で判断していたような微妙な違いも、学習データをもとに高精度で判定できる場合があります。
また、製品の位置ズレや照明条件の変化などにも比較的柔軟に対応できるため、従来のルールベース方式では難しかった検査の自動化を実現できるケースも増えています。
一方で、高精度な判定を行うためには十分な学習データが必要です。特に不良品の画像は収集が難しいこともありますが、近年では良品データのみを学習し、通常と異なる状態を異常として検知する技術も普及しています。こうした技術の進歩により、AI画像検査の導入ハードルは以前よりも低くなっています。
画像検査を導入する際のメリットと課題
画像検査は、品質管理の高度化や省人化を実現できる有効な手段として注目されています。一方で、導入にはコストや運用面での課題も伴います。
導入効果を最大限に引き出すためには、メリットだけでなく課題も理解したうえで、自社の製造工程や品質要求に適したシステムを選定することが重要です。
品質の安定化とコスト削減のメリット
導入によって得られる大きな恩恵のひとつが、品質の安定化です。人間のように疲労で集中力が途切れることがないため、朝から晩まで一定の基準で製品をチェックし続けます。これにより、不良品が市場へ流出するリスクを大きく引き下げ、企業のブランド価値や信頼を守ることにつながります。
また、高速な検査が可能になることで、生産ライン全体のスピードを落とさずに処理できるようになります。人手が不足している夜間や休日の稼働にも対応しやすく、工場の生産能力を底上げする効果も期待できます。
初期投資は必要になるものの、長期的に見れば検査にかかっていた人件費を抑えることができます。さらに、不良品の発生による手戻りや廃棄のコストを減らす効果もあり、費用対効果の面でも優れた設備投資と言えるでしょう。
導入時の初期費用や設定に関する課題
一方で、画像検査システムの導入には一定の初期費用が必要です。カメラや照明、画像処理ソフトウェアに加え、生産ラインへの組み込みやシステム構築にかかる費用も考慮しなければなりません。
そのため、機器価格だけで判断するのではなく、設置工事や立ち上げ支援、運用開始後のサポートまで含めた総合的な視点で導入計画を立てることが重要です。
また、導入後すぐに理想的な検査精度が得られるとは限りません。検査対象に適した照明条件の選定や、ソフトウェアのパラメータ調整など、運用開始までに十分な検証とチューニングが必要になる場合があります。特にルールベースの画像検査では、照明や製品位置の変化によって判定精度が影響を受けるため、継続的な調整が求められることもあります。
さらに、画像検査には適用が難しい領域もあります。例えば、製品内部の欠陥や、触感・質感といった画像だけでは判断できない項目については、他の検査手法との併用が必要になる場合があります。
そのため、画像検査ですべてを自動化しようとするのではなく、機械が得意な検査と人が担うべき検査を適切に切り分け、最適な検査体制を構築することが重要です。
品質管理の高度化を支える画像検査
画像検査は、カメラやセンサーで取得した画像データを解析し、製品の良否を自動で判定する技術です。従来の目視検査で課題となっていた判定のばらつきや人手不足の問題を解決し、品質の安定化と生産性向上の両立を実現できます。
画像検査は、外観検査や寸法・位置検査、印字検査、色彩検査など幅広い用途に活用されています。さらに近年では、AI技術の発展により、従来のルールベース方式では対応が難しかった複雑な欠陥や異常の検出も可能になり、適用範囲はますます広がっています。
その一方で、高い検査精度を実現するためには、カメラや照明、画像処理ソフトウェアを適切に組み合わせることが重要です。検査対象によっては一般的なRGBカメラだけでは十分な情報を取得できない場合もあり、分光技術やハイパースペクトルカメラを活用することで、色差や材質の違い、異物混入などをより高精度に検出できるケースもあります。
画像検査の導入を成功させるためには、「何を検出したいのか」「どのレベルの精度が求められるのか」を明確にした上で、自社の製造工程や品質課題に最適な検査手法を選定することが大切です。
品質要求の高度化や人手不足への対応が求められる今、画像検査は製造現場の競争力向上を支える重要な技術となっています。
自社の検査課題に応じて、画像処理技術やAI技術、さらには分光技術なども活用しながら最適な品質管理体制を構築することが重要です。
コニカミノルタでは、測色計や画像評価システム、AI外観検査に加え、Specim社のハイパースペクトルカメラを活用した評価・提案を通じて、課題解決に向けた最適なソリューションをご提案いたしますのでお気軽にお問い合わせください。